Рама конусной дробилки, являясь её основным конструктивным элементом, служит своего рода «хребтом» и выполняет основные функции, включая общую опору конструкции (выдерживает вес всех компонентов и дробящие усилия до тысяч тонн), передачу усилия (распределяет нагрузку на фундамент), позиционирование компонентов (обеспечивает точные монтажные поверхности) и защитный кожух (защищает внутренние компоненты). Для длительной эксплуатации при больших нагрузках и динамических воздействиях она должна обладать высокой жёсткостью, прочностью и размерной стабильностью.
Конструктивно это крупногабаритная, мощная литая или сварная конструкция, состоящая из корпуса-рамы (литая высокопрочная сталь ZG35CrMo или сварная низколегированная сталь Q355B с толщиной стенок 80–200 мм), корпуса подшипника, камеры эксцентриковой втулки, монтажных фланцев (базового и верхнего), ребер жесткости (толщиной 30–80 мм), каналов смазки и охлаждения, смотровых и эксплуатационных люков.
Для крупногабаритных и сложных рам процесс литья включает выбор материала, изготовление моделей (с усадкой 1,5–2,5%), формовку (с использованием песчано-смоляной смеси), плавку и заливку (с контролем температуры и расхода), а также охлаждение и термическую обработку (нормализацию и отпуск). Технологический процесс изготовления включает черновую обработку, обработку корпусов и камер подшипников, обработку фланцев и посадочных поверхностей, обработку ребер жесткости и наружных поверхностей, а также обработку поверхности.
Процессы контроля качества включают испытания материалов (химический состав, испытания на растяжение и удар), контроль размеров (с использованием КИМ и лазерного сканирования), неразрушающий контроль (ультразвуковой и магнитно-резонансный контроль), механические испытания (твердость и испытание на прочность), а также сборку и функциональные испытания. Эти процессы гарантируют устойчивость, надежность и длительный срок службы рамы дробилки в тяжелых условиях эксплуатации.
Подробное описание компонента рамы конусной дробилки
1. Функция и роль рамы
Рама конусной дробилки (также называемая основной рамой или базовой рамой) — это основной конструктивный элемент, поддерживающий все внутренние и внешние части дробилки, служащий несущей конструкцией всей машины. Её основные функции включают:
Общая структурная поддержка: Выдерживание веса всех компонентов (эксцентриковой втулки, подвижного конуса, чаши, двигателя и т. д.) и дробящих усилий, возникающих во время работы (до тысяч тонн), обеспечение стабильной работы.
Передача силы: Распределение вертикальных и горизонтальных нагрузок от процесса дробления на фундамент, снижение вибрации и шума.
Позиционирование компонентов: Предоставление точных монтажных поверхностей и установочных характеристик для эксцентриковой втулки, подшипника главного вала, чаши и других ключевых деталей, гарантирующих их правильное относительное расположение.
Защитный кожух: Корпус внутренних компонентов, таких как эксцентриковый узел и шестерни, предотвращает попадание пыли, воды и мусора, а также защищает операторов от движущихся частей.
Учитывая ее важнейшую роль, рама должна обладать высокой жесткостью, прочностью и размерной стабильностью, чтобы выдерживать длительные большие нагрузки и динамические удары.
2. Состав и структура кадра
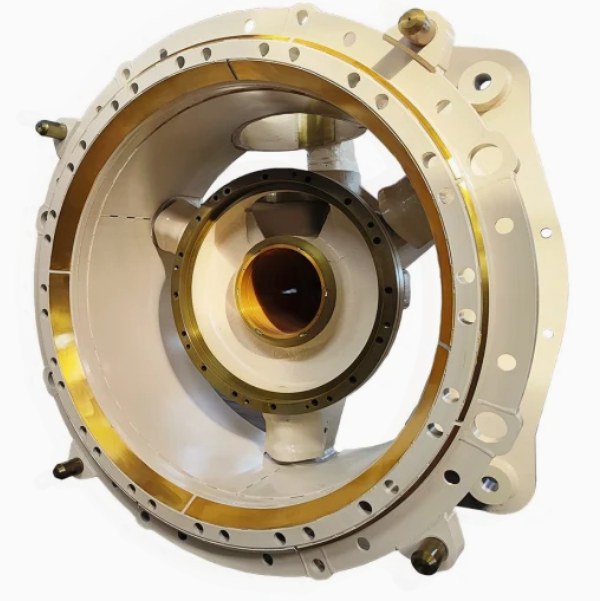
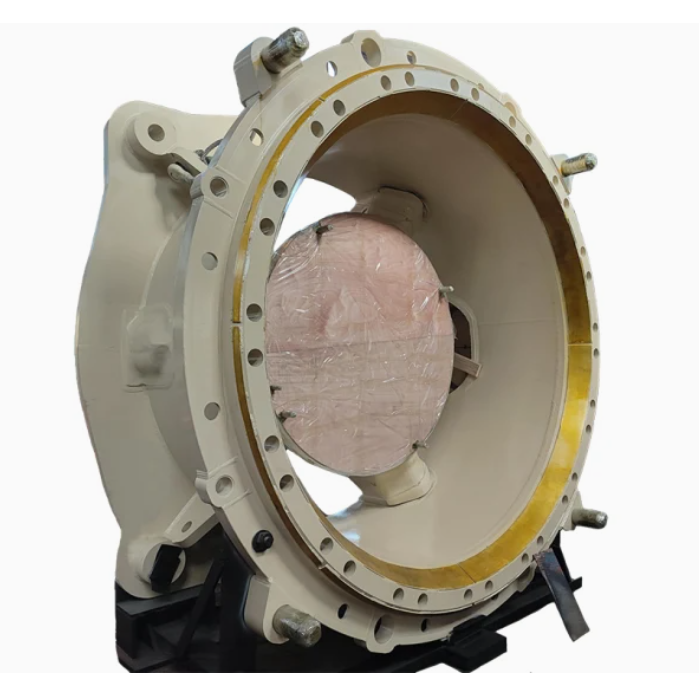
Рама конусной дробилки обычно представляет собой крупную, прочную литую или сварную конструкцию сложной формы, состоящую из следующих основных узлов и конструктивных деталей:
Рама кузова: Основная конструкция, обычно имеющая полую коробку или цилиндрическую форму с толстой стенкой (80–200 мм), изготовленная из высокопрочной литой стали (например, ZG35CrMo) или сварных листов из низколегированной стали (например, Q355B).
Корпус подшипника: Цилиндрическое углубление в нижней или верхней части рамы для размещения подшипника главного вала с прецизионной механической обработкой внутренней поверхности (допуск IT6) для обеспечения надлежащей посадки подшипника.
Эксцентриковая камера втулки: Круглая полость в середине рамы, где установлена эксцентриковая втулка, с обработанной внутренней поверхностью и масляными канавками для смазки.
Монтажные фланцы:
Базовый фланец: Большой фланец внизу с отверстиями для болтов для крепления рамы к фундаменту, обеспечивая устойчивость.
Верхний фланец: Фланец в верхней части для соединения с чашей или регулировочным кольцом, часто с направляющими штифтами или пазами для выравнивания.
Ребра жесткости: Внутренние и внешние ребра (толщиной 30–80 мм), расположенные радиально или аксиально, для повышения жесткости рамы и уменьшения деформации под нагрузкой.
Каналы смазки и охлаждения: Просверленные отверстия или литые каналы для подачи смазочного масла к подшипникам и эксцентриковым компонентам, а также для циркуляции охлаждающей воды в некоторых больших рамах.
Дверцы для осмотра и доступа: Съемные панели или дверцы для обслуживания и осмотра внутренних компонентов.
3. Процесс литья каркаса
Для больших и сложных конструкций рам предпочтительным методом изготовления является литье в песчаные формы:
Выбор материала:
Высокопрочная литая сталь (ZG35CrMo) выбрана из-за ее превосходных механических свойств, включая прочность на разрыв (≥700 МПа), ударную вязкость (≥35 Дж/см²) и хорошую литейность.
Изготовление выкроек:
Изготавливается полноразмерная модель из дерева, пенопласта или смолы, повторяющая внешнюю форму каркаса, внутренние полости, ребра, фланцы и другие элементы. В зависимости от материала и размера детали учитываются припуски на усадку (1,5–2,5%).
Модель усилена для предотвращения деформации во время формования, а стержни предназначены для формирования внутренних полостей и каналов.
Формование:
Изготавливается песчаная форма из песка, связанного смолой, и в неё помещается модель. Вставляются стержни для формирования внутренней структуры, что обеспечивает точную толщину стенок и размерные соотношения между элементами.
Форма покрывается огнеупорной смесью для улучшения качества поверхности и предотвращения проникновения металла в песок.
Плавка и заливка:
Литую сталь выплавляют в дуговой электропечи при температуре 1520–1560 °С со строгим контролем химического состава (C: 0,32–0,40 %, Кр: 0,8–1,1 %, Мо: 0,15–0,25 %).
Заливка производится при температуре 1480–1520 °C с контролируемой скоростью потока, чтобы обеспечить полное заполнение полости формы без турбулентности, которая может привести к дефектам.
Охлаждение и термообработка:
Отливку медленно охлаждают в форме в течение 72–120 часов для снижения термического напряжения, затем извлекают и очищают дробеструйной обработкой.
Термическая обработка включает нормализацию (850–900 °C, охлаждение на воздухе) для измельчения зеренной структуры и отпуск (600–650 °C) для снижения твердости до 180–230 HBW, что улучшает обрабатываемость.
4. Процесс обработки и изготовления
Черновая обработка:
Литая рама монтируется на большом расточном станке с ЧПУ или портальном фрезерном станке для обработки фланца основания, верхнего фланца и внешних базовых поверхностей с припуском на чистовую обработку 5–10 мм.
Обработка корпусов и камер подшипников:
Корпус подшипника и камера эксцентриковой втулки подвергаются черновой расточке, затем чистовой расточке и хонингованию для достижения высокой точности размеров (допуск IT6) и шероховатости поверхности (Ра0,8–1,6 мкм).
Масляные канавки обрабатываются в корпусе подшипника и камере с помощью фрезерного станка с ЧПУ.
Обработка фланцев и монтажных поверхностей:
Основание и верхние фланцы подвергнуты финишной обработке для обеспечения плоскостности (≤0,05 мм/м) и перпендикулярности к оси рамы (≤0,1 мм/100 мм).
Отверстия под болты сверлятся и нарезаются резьбой в точных положениях (допуск ±0,1 мм) с помощью сверлильного станка с ЧПУ.
Обработка ребер жесткости и наружных поверхностей:
Наружные ребра подвергаются механической обработке для устранения дефектов литья и обеспечения единообразных размеров.
Внешняя поверхность обработана на станке для улучшения внешнего вида и облегчения покраски.
Обработка поверхности:
Рама окрашена антикоррозийной грунтовкой и верхним слоем для защиты от коррозии.
Обработанные монтажные поверхности и места установки подшипников защищены антикоррозийным маслом или смазкой.
5. Процессы контроля качества
Испытание материалов:
Проводится анализ химического состава для обеспечения соответствия материалов указанным стандартам.
Для проверки механических свойств на опытных образцах проводятся испытания на растяжение и ударную вязкость.
Размерная инспекция:
Координатно-измерительная машина (КИМ) используется для проверки критических размеров, включая диаметр корпуса подшипника, плоскостность фланца и расположение отверстий.
Для сверки общей формы и размеров с 3D-моделью применяется лазерное сканирование.
Неразрушающий контроль (НК):
Ультразвуковой контроль (УЗК) используется для выявления внутренних дефектов, таких как трещины и усадка в корпусе и ребрах рамы.
Магнитопорошковая дефектоскопия (МПД) проводится на поверхности и околоповерхностных участках, особенно вокруг болтовых отверстий и точек концентрации напряжений.
Механические испытания:
Испытание на твердость проводится для того, чтобы убедиться, что рама соответствует требуемому диапазону твердости (180–230 HBW).
Испытание нагрузкой может проводиться для проверки способности рамы выдерживать проектные нагрузки без чрезмерной деформации.
Сборка и функциональное тестирование:
Рама предварительно собирается с использованием ключевых компонентов, таких как эксцентриковая втулка и главный вал, для обеспечения надлежащей посадки и выравнивания.
Испытание на вибрацию проводится для проверки на наличие чрезмерной вибрации во время имитируемой работы.
Благодаря этим строгим процессам производства и контроля качества, рама конусной дробилки обеспечивает устойчивость, надежность и длительный срок службы всей дробилки, что делает ее пригодной для тяжелых условий дробления в горнодобывающей, строительной и щебеночной промышленности.