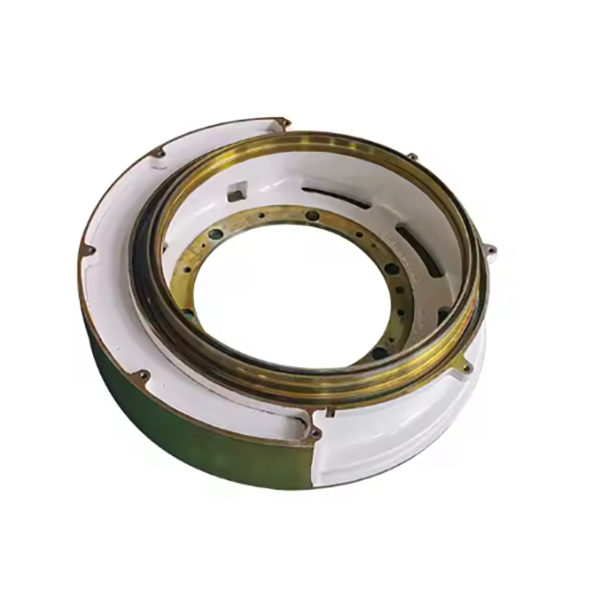
Противовес конусной дробилки, ключевой компонент динамической балансировки, установленный на эксцентриковой втулке, компенсирует центробежные силы от эксцентрикового вращения, снижая вибрацию, повышая устойчивость (500–1500 об/мин), оптимизируя использование энергии и уравновешивая нагрузки на раму.
Конструктивно он состоит из корпуса высокой плотности (7,0–7,8 г/см³) (ХТ350/QT600-3), 2–6 кольцевых сегментов, отверстий под болты (класс 8,8+), установочных штифтов, балансировочных выступов и ребер жесткости с антикоррозионным покрытием.
Изготовленный методом литья в песчаные формы (температура заливки 1350–1380 °C), он подвергается отжигу (550–600 °C) и прецизионной обработке (токарная обработка/шлифовка на станках с ЧПУ) для обеспечения точности размеров. Контроль качества включает в себя испытания материала (плотность ≥7,0 г/см³), неразрушающий контроль (УЗК/МЗК), динамическую балансировку (остаточный дисбаланс ≤5 г·мм/кг) и испытания под нагрузкой (150% от номинального усилия).
Это обеспечивает надежную работу при добыче полезных ископаемых/обработке щебня за счет минимизации напряжений и продления срока службы компонентов.
Подробное описание компонента противовеса конусной дробилки
1. Функция и роль противовеса
Противовес конусной дробилки (также известный как противовес или эксцентриковый противовес) — это важнейший компонент динамической балансировки, устанавливаемый на эксцентриковую втулку или главный вал. Его основные функции включают в себя:
Динамическая балансировка: Компенсация центробежной силы, возникающей при эксцентричном вращении подвижного конуса и эксцентриковой втулки, что снижает вибрацию и шум во время работы. Это минимизирует нагрузку на раму, подшипники и другие конструктивные элементы.
Повышение стабильности: Обеспечение плавного вращения эксцентрикового узла на высоких скоростях (500–1500 об/мин), предотвращение неравномерной нагрузки, которая может привести к преждевременному износу или выходу из строя главного вала и упорного подшипника.
Оптимизация энергопотребления: Снижение энергопотребления, связанного с гашением вибраций, повышение общей энергоэффективности дробилки.
Распределение нагрузки: Балансировка боковых сил, действующих на раму дробилки во время цикла дробления, предотвращение чрезмерного прогиба и поддержание постоянной точности дробящей щели.
Работая под действием больших центробежных сил (часто превышающих 10 000 Н), противовес требует высокой плотности, жесткости конструкции и точного распределения массы для достижения эффективной балансировки.
2. Состав и конструкция противовеса
Противовес обычно представляет собой сегментированный или цельный кольцевой компонент, разработанный с учётом геометрии эксцентриковой втулки. Его основные компоненты и конструктивные особенности включают:
Вес тела: Прочная конструкция из чугуна высокой плотности (ХТ350), ковкого чугуна (QT600-3) или бетононаполненной стали (для крупных дробилок). Плотность материала составляет 7,0–7,8 г/см³, что обеспечивает достаточную массу (50–500 кг, в зависимости от размера дробилки).
Кольцевые сегменты: Для крупных дробилок противовес часто делится на 2–6 сегментов (например, на 4 равные части) для облегчения монтажа. Каждый сегмент имеет радиальную ширину 100–300 мм и толщину 50–150 мм.
Особенности монтажа:
Отверстия для болтов: Расположенные по окружности отверстия (8–24) для крепления груза к эксцентриковой втулке, с классом резьбы 8.8 или выше, чтобы выдерживать центробежные силы.
Установочные штифты: Цилиндрические выступы на монтажной поверхности, которые входят в соответствующие отверстия в эксцентриковой втулке, обеспечивая точное угловое позиционирование.
Балансировочные вкладки: Небольшие регулируемые пластины или резьбовые отверстия на внешней окружности для точной настройки распределения веса. Они позволяют добавлять/снимать небольшие грузики (100–500 г) для достижения оптимального баланса.
Ребра жесткости: Внутренние или внешние радиальные ребра, повышающие жесткость конструкции и предотвращающие деформацию под действием центробежных сил. Толщина ребер варьируется от 10 до 30 мм в зависимости от размера сегмента.
Гладкая внешняя поверхность: Обработанная внешняя окружность с низкой шероховатостью (Ра3,2–6,3 мкм) для уменьшения сопротивления воздуха и минимизации динамического сопротивления при вращении.
Слой защиты от коррозии: Окрашенное или оцинкованное покрытие (толщиной 50–100 мкм) для защиты от ржавчины в пыльных или влажных условиях.
3. Процесс литья противовеса
Учитывая необходимость высокой плотности и сложной геометрии, противовес в основном изготавливается методом литья в песчаные формы:
Выбор материала:
Чугун высокой плотности (ХТ350): Предпочтителен благодаря высокой плотности (7,2–7,3 г/см³), прочности на сжатие (≥350 МПа) и экономичности. Химический состав: C 3,2–3,6%, Си 1,8–2,4%, Мн 0,6–1,0%, низкое содержание серы и фосфора (≤0,035% каждого).
Ковкий чугун (QT600-3): используется в условиях высоких напряжений, обеспечивая лучшую ударопрочность (относительное удлинение ≥3%) и прочность на растяжение (≥600 МПа).
Изготовление выкроек:
Для каждого сегмента создается полномасштабная модель (из пенопласта, дерева или смолы), включая отверстия под болты, фиксирующие штифты и ребра жесткости. Для учета усадки при охлаждении добавляются допуски на усадку (1,2–1,8%).
Формование:
Подготавливаются песчаные формы на основе смолы, в которых стержни используются для формирования отверстий под болты и внутренних элементов. Полость формы покрывается огнеупорной смесью для улучшения качества поверхности и предотвращения попадания песка.
Плавка и заливка:
Чугун плавят в вагранке или индукционной печи при температуре 1380–1420 °C, углеродный эквивалент поддерживают на уровне 4,2–4,6% для хорошей текучести.
Заливка производится при температуре 1350–1380 °C с контролируемой скоростью потока, чтобы обеспечить полное заполнение формы и минимизировать пористость в областях повышенных напряжений, таких как бобышки болтовых отверстий.
Термическая обработка:
Отжиг: Отливки нагревают до температуры 550–600 °C в течение 2–4 часов, затем медленно охлаждают для снятия внутренних напряжений, что снижает риск образования трещин во время обработки или эксплуатации.
Нормализация (необязательно): Для ковкого чугуна нагрев до 850–900 °C с последующим охлаждением на воздухе измельчает микроструктуру и улучшает механические свойства.
4. Процесс обработки и изготовления
Черновая обработка:
Литые сегменты устанавливаются на токарный или фрезерный станок с ЧПУ для удаления излишков материала, уделяя особое внимание посадочной поверхности и наружной окружности. Допуск на размеры контролируется до ±1 мм.
Прецизионная обработка монтажных элементов:
Отверстия для болтов: Просверлено и нарезано резьбы с помощью обрабатывающего центра с ЧПУ, с допуском резьбы 6H и точностью позиционирования (±0,2 мм) для обеспечения совмещения с эксцентриковой втулкой.
Установочные штифты: Обработано с допуском диаметра h6, с перпендикулярностью (≤0,05 мм/100 мм) относительно монтажной поверхности.
Монтажная поверхность: Отшлифован до плоскостности (≤0,1 мм/м) и шероховатости Ра3,2 мкм для обеспечения равномерного контакта с эксцентриковой втулкой, предотвращая концентрацию нагрузки.
Подготовка балансировочных пластин:
К наружной окружности приварены или обработаны на станке выступы с резьбовыми отверстиями для крепления балансировочных грузов. Эти элементы расположены таким образом, чтобы обеспечить регулировку с шагом 15–30°.
Обработка поверхности:
Внешняя поверхность подвергается пескоструйной обработке для удаления окалины, затем окрашивается эпоксидной грунтовкой (60–80 мкм) и верхним слоем (40–60 мкм) для защиты от коррозии.
Резьбовые отверстия покрыты противозадирным составом для предотвращения заедания во время монтажа.
5. Процессы контроля качества
Испытание материалов:
Анализ химического состава (спектрометрия) подтверждает соответствие стандартам ХТ350 или QT600-3.
Испытание плотности (путем вытеснения водой) подтверждает, что плотность материала соответствует спецификациям (≥7,0 г/см³).
Проверка точности размеров:
Координатно-измерительная машина (КИМ) контролирует критические размеры: вес сегмента (допуск ±0,5%), положение отверстий под болты и плоскостность монтажной поверхности.
Лазерный сканер проверяет профиль внешней окружности, обеспечивая аэродинамическую эффективность.
Испытание структурной целостности:
Ультразвуковой контроль (УЗК) позволяет обнаружить внутренние дефекты (например, усадочные поры) в бобышках болтовых отверстий, при этом дефекты размером >φ3 мм отбраковываются.
Магнитопорошковая дефектоскопия (МПД) позволяет выявить поверхностные трещины в областях с высокой нагрузкой, таких как ребра и монтажные кромки.
Тестирование динамической балансировки:
Собранные сегменты устанавливаются на балансировочный станок и вращаются с рабочей скоростью (500–1500 об/мин). Дисбаланс измеряется и корректируется балансировочными пластинами, при этом остаточный дисбаланс не должен превышать 5 г·мм/кг.
Нагрузочное тестирование:
При испытании на статическую нагрузку к крепежным болтам прикладывается 150% от номинальной центробежной силы, при этом не допускается деформация или срыв резьбы.
Благодаря этим процессам производства и контроля качества противовес эффективно уравновешивает эксцентриковый узел конусной дробилки, снижая вибрацию, продлевая срок службы компонентов и обеспечивая эффективную работу в горнодобывающих и щебеночных условиях.