Подробное введение в конусную дробилку серии Ч
1. Обзор и применение конусной дробилки серии Ч
Конусная дробилка серии Ч — это высокопроизводительное оборудование для дробления твердых и абразивных материалов, широко применяемое в горнодобывающей промышленности, производстве заполнителей и металлургии. Она сочетает в себе передовые технологии, такие как оптимизированная конструкция камеры дробления, гидравлическая регулировка и интеллектуальное управление, что обеспечивает высокую эффективность дробления (до 2000 т/ч), превосходную кубовидность продукта (≥85%) и высокую приспособляемость к таким материалам, как гранит, базальт и руда.
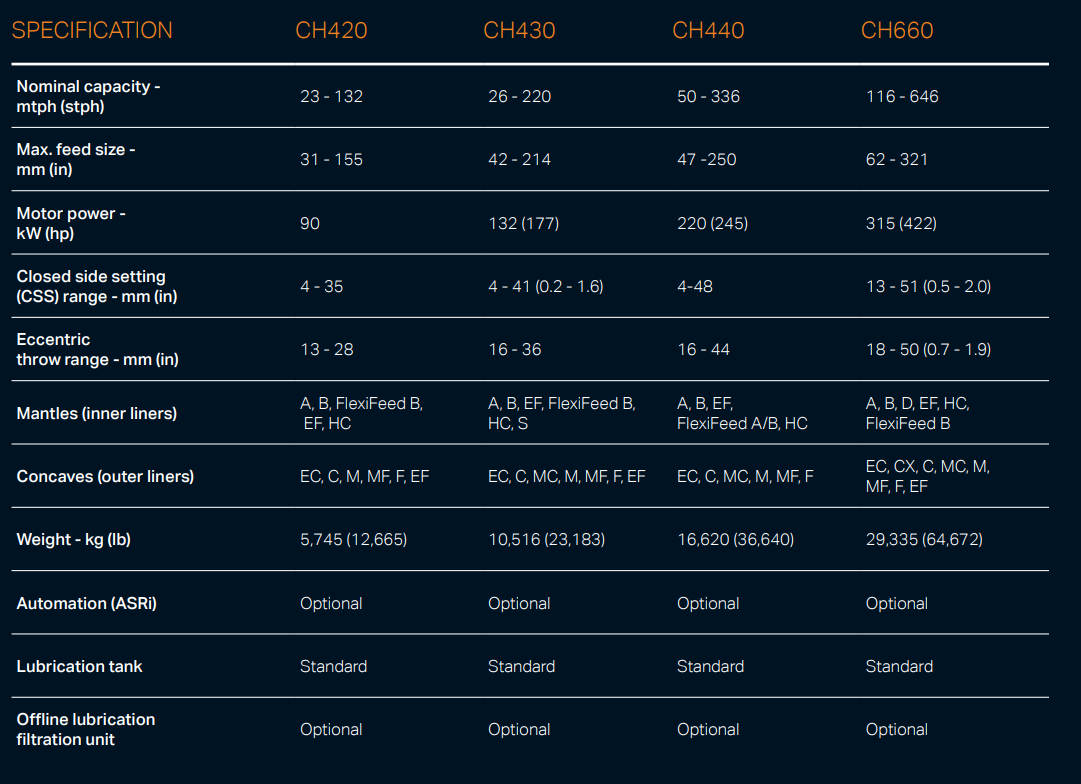
Принцип работы основан на слоистом дроблении: двигатель приводит во вращение эксцентриковую втулку вала, что вызывает периодическое качание подвижного конуса. Материалы сжимаются, изгибаются и ударяются между подвижным и неподвижным конусами, постепенно измельчаются до однородной массы и выгружаются через регулируемое разгрузочное отверстие. Серия включает такие модели, как CH430, CH660 и CH890, обладающие различной производительностью для удовлетворения различных производственных потребностей.
2. Состав и конструкция конусной дробилки серии Ч
Конусная дробилка серии Ч состоит из основных узлов с точной координацией, что обеспечивает стабильную и эффективную работу:
2.1 Сборка основной рамы
Нижняя рама: прочное литое стальное основание (ZG35CrMo), в котором размещены эксцентриковая втулка вала, подшипник главного вала и гидравлические цилиндры. Основание крепится к фундаменту анкерными болтами (M30–M60) и имеет внутренние масляные каналы для смазки.
2.2 Дробильная установка
Движущийся конус: Состоит из кованого конусного корпуса из стали 42CrMo и футеровки из высокохромистого чугуна (Cr20). Конусный корпус имеет сферическое дно, устанавливаемое на сферический подшипник главного вала, что обеспечивает плавное вращение. Футеровка закреплена литьём из цинкового сплава для обеспечения плотного контакта с износостойким слоем толщиной 30–80 мм.
Фиксированный конус (вогнутый): сегментированная кольцевая облицовка (3–6 сегментов) из сплава Cr20 или ЗГМн13, установленная на верхней раме. Профиль полости каждого сегмента (угол 18°–25°) оптимизирован под конкретные требования к размеру частиц, а замковые соединения предотвращают утечку материала.
2.3 Система трансмиссии и привода
Втулка эксцентрикового вала: Литая втулка из стали (ZG35CrMo) с эксцентриситетом 10–30 мм, приводящая в движение главный вал. Она оснащена большой конической шестерней (20CrMnTi, цементированная и закаленная) и установлена на сферических роликоподшипниках.
2.4 Гидравлическая система и система управления
Гидравлический блок регулировки: 6–12 гидроцилиндров (рабочее давление 16–25 МПа), расположенных вокруг нижней рамы, регулируют выпускное отверстие (5–50 мм) путём подъёма/опускания неподвижного конуса. Датчики положения обеспечивают точность (±0,1 мм).
Система безопасности: Защита от перегрузки с помощью предохранительных клапанов. При попадании недробимых материалов цилиндры втягиваются, расширяя выпускное отверстие и выталкивая посторонние предметы, после чего происходит автоматический сброс.
2.5 Система смазки и пылезащиты
Жидкая масляная смазка: Независимая система с двумя насосами, охладителями и фильтрами, циркулирующая масло ИСО ВГ 46 к подшипникам и шестерням под давлением 0,2–0,4 МПа, поддерживая температуру <55 °C.
Пылезащитная конструкция: Лабиринтные уплотнения + масляные уплотнения + продувка воздухом (0,3–0,5 МПа) предотвращают проникновение пыли, с опцией распыления воды для сред с высокой запыленностью.
3. Процессы литья ключевых компонентов
3.1 Рама (ЗГ270-500/ZG35CrMo)
Изготовление выкроек: Полномасштабные модели, напечатанные на 3D-принтере из смолы с допуском на усадку (1,2–1,5%), включая детали ребер и масляные каналы.
ZG35CrMo: Легирован Кр (0,8–1,2%) и Мо (0,2–0,3%), разлит при температуре 1500–1540 °C.
3.2 Втулка эксцентрикового вала (ZG35CrMo)
Заливка и термообработка: Заливка при температуре 1500–1540 °C, затем закалка (850 °C, охлаждение в масле) + отпуск (580 °C) до достижения твердости HB 220–260 и предела прочности на растяжение ≥785 МПа.
3.3 Корпус подвижного конуса (ковка 42CrMo)
Ковка: Заготовка, нагретая до 1150–1200 °C, высаженная и прокованная в коническую форму со сферическим основанием, что обеспечивает выравнивание потока зерен.
4. Процессы обработки
4.1 Обработка рамы
Прецизионная обработка: Шлифовка поверхностей фланцев до Ра1,6 мкм, плоскостность ≤0,1 мм/м. Сверление/нарезание резьбы в отверстиях под болты (M30–M60, класс 6H) с точностью позиционирования ±0,1 мм.
4.2 Обработка втулки эксцентрикового вала
Шлифование: Наружный диаметр и отверстие отшлифованы до IT6, Ра0,8 мкм. Перпендикулярность посадочной поверхности шестерни ≤0,02 мм/100 мм.
4.3 Обработка подвижного конуса
5. Процессы контроля качества
6. Процесс установки
Подготовка фундамента: Бетонный фундамент (класса С30) с заглубленными анкерными болтами, ровность ≤0,1 мм/м, выдержанный в течение 28 дней.
Подключение гидравлической и смазочной системы: Трубы промыты (чистота масла НАН 8), шланги подсоединены, испытаны под давлением (1,5×рабочее давление).
Конусная дробилка серии Ч благодаря точному изготовлению и строгому контролю качества обеспечивает надежную работу при крупномасштабном дроблении, гарантируя высокую эффективность и качество продукции.











