Подробное введение в дробилку для производства песка ВСИ
1. Обзор и применение дробилки для производства песка ВСИ
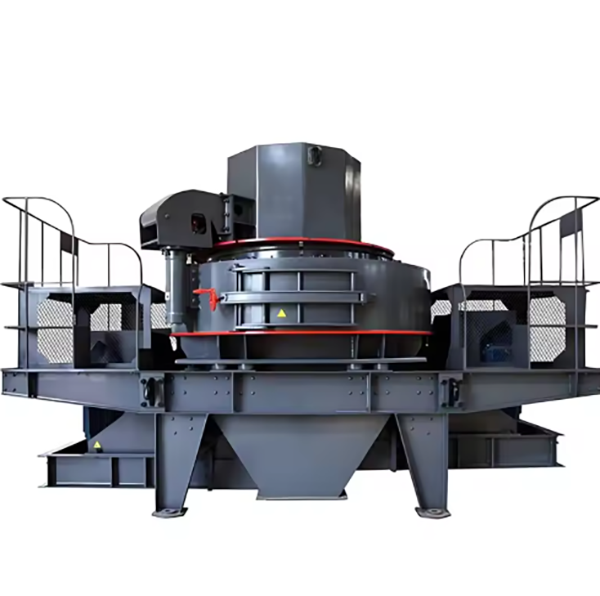
Пескодробилка ВСИ (с вертикальным валом) – это высокоэффективное оборудование, предназначенное для производства высококачественного искусственного песка и формования заполнителей. Принцип её действия основан на ударном дроблении «камень о камень» или «камень о железо»: материал разгоняется высокоскоростным вращающимся ротором (скорость 2800–3500 об/мин) и отбрасывается на футеровку камеры дробления или другие материалы, что приводит к дроблению за счёт удара, трения и сдвига.
Эта дробилка широко используется в строительстве, строительстве автомагистралей, железных дорог и водохозяйственных проектах, подходит для обработки таких материалов, как гранит, известняк, речная галька и руда. Она производит песок с превосходной формой зерен (высокая кубичность, низкое содержание игольчатых частиц (≤10%)) и регулируемым модулем крупности (2,6–3,0), что соответствует национальным стандартам для строительного песка.
2. Состав и конструкция дробилки для производства песка ВСИ
Дробилка для производства песка ВСИ состоит из основных компонентов, работающих согласованно, что обеспечивает эффективное производство песка:
2.1 Сборка основного корпуса
Верхняя крышка: Литая стальная (ЗГ270-500) или сварная стальная (Q355B) конструкция, образующая верхнюю часть камеры дробления. Она оснащена загрузочным отверстием и направляющим устройством для материала, а также рёбрами жёсткости для защиты от ударов.
2.2 Сборка ротора
Главный валВал из кованой легированной стали (40CrNiMoA) диаметром 80–180 мм, соединяющий диск ротора с двигателем. Вал опирается на высокоточные радиально-упорные шарикоподшипники с обоих концов, что позволяет выдерживать высокоскоростное вращение.
2.3 Система кормления и распределения
Дистрибьютор материалов: Конусообразный компонент внутри верхней крышки, распределяющий материалы на две части: одна часть поступает в ротор для ускорения, а другая падает в камеру дробления для дробления камня о камень.
2.4 Система привода
Шкив/Муфта: В клиноременном приводе большой шкив на главном валу и малый шкив на двигателе обеспечивают передаточное отношение 1:1,2–1:1,5. Для прямого привода используются муфты (например, упругие штифтовые), снижающие потери энергии.
2.5 Система смазки и охлаждения
3. Производственные процессы дробилки для производства песка ВСИ
3.1 Диск ротора (кованый 42CrMo)
3.2 Головки метательные (высокохромистый чугун Cr20–25)
Изготовление выкроек: Модели из пенопласта изготавливаются с допуском на усадку 1,5–2,0%, учитывая сложную форму метательных головок.
Сырье плавят в индукционной печи при температуре 1450–1500 °С с добавлением хрома и молибдена для достижения химического состава (С 3,0–3,5%, Кр 20–25%).
3.3 Главный вал (поковка 40CrNiMoA)
4. Процессы обработки
4.1 Обработка диска ротора
Прецизионная обработка: Шлифование торцевой поверхности до плоскостности ≤0,05 мм/м и шероховатости поверхности Ра1,6 мкм. Сверление и нарезание резьбы в отверстиях под болты (М16–М24) с допуском резьбы 6Н.
4.2 Обработка главного вала
Поворот: Токарный станок с ЧПУ обрабатывает наружную окружность, ступени и шпоночные пазы, оставляя припуск на шлифование 0,3–0,5 мм.
Шлифование: Поверхности цапф шлифуются с допуском IT5 и шероховатостью поверхности Ра0,4 мкм, что обеспечивает соосность ≤0,01 мм.
4.3 Футеровка камеры дробления (высокохромистый чугун)
4.4 Обработка рамы и крышки
5. Процессы контроля качества
Координатно-измерительная машина (КИМ) контролирует основные размеры: биение диска ротора ≤0,05 мм, допуск диаметра шейки главного вала ±0,01 мм.
6. Процесс установки
Подготовка фундамента: Бетонный фундамент (класса С30) с заглублёнными анкерными болтами, ровность ≤0,1 мм/м, выдержанный 28 дней. Для снижения уровня шума и передачи вибрации на фундамент укладывается виброизоляционная прокладка толщиной 5–10 мм.
Установка системы подачи и привода: Загрузочная воронка установлена на верхней крышке, а двигатель соосно установлен с главным валом (соосность ≤0,1 мм). Клиновидные ремни установлены с правильным натяжением (прогиб 15–20 мм при усилии 100 Н).
Подключение системы смазки и охлаждения: Трубопроводы подсоединяются, и система смазки проверяется на расход и давление (0,2–0,4 МПа).
Дробилка для песка ВСИ благодаря точному изготовлению, строгому контролю качества и стандартизированной установке обеспечивает эффективное производство высококачественного искусственного песка, отвечающего требованиям современных строительных проектов.