Подробное введение в ударную дробилку
1. Обзор и применение ударной дробилки
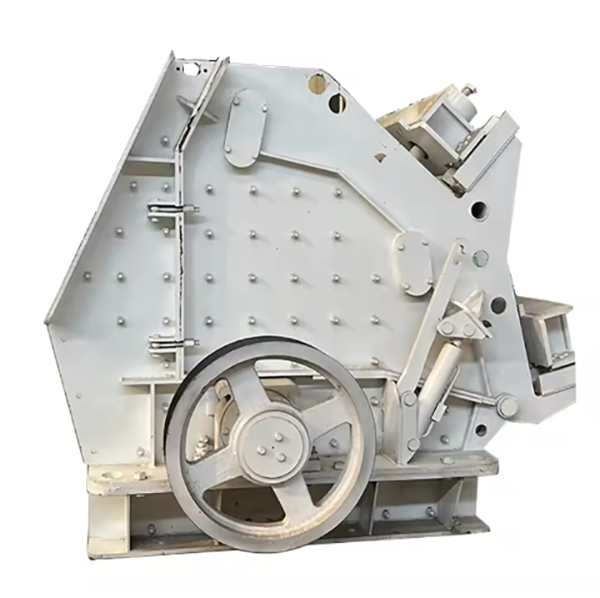
Ударная дробилка — это высокоэффективное дробильное оборудование, измельчающее материалы посредством высокоскоростного удара и отскока. Принцип работы заключается в следующем: двигатель приводит ротор во вращение с высокой скоростью (1000–2000 об/мин). Установленные на роторе ударные молоты воздействуют на материал, поступающий в камеру дробления. Материал измельчается ударным воздействием, затем отскакивает на отбойную плиту для вторичного дробления и, достигнув требуемого размера частиц, выгружается через зазор между отбойной плитой и ротором.
Подходит для дробления материалов средней твёрдости и хрупких материалов с прочностью на сжатие ≤300 МПа, таких как известняк, бетон, асфальт, уголь и руда. Благодаря простоте конструкции, высокой степени дробления (до 50:1) и хорошей форме частиц готового продукта, дробилка широко применяется в строительстве, горнодобывающей промышленности, дорожном строительстве и переработке отходов.
2. Состав и конструкция ударной дробилки
Ударная дробилка в основном состоит из следующих основных компонентов, которые работают вместе, завершая процесс дробления:
2.1 Сборка рамы
Верхняя рамаСварная конструкция из листов стали Q355B (толщиной 10–20 мм), образующая камеру загрузки и дробления. Она оснащена загрузочной воронкой и устройствами регулировки отбойных плит, а также рёбрами жёсткости (толщиной 8–15 мм) для противодействия ударным нагрузкам.
2.2 Сборка ротора
Главный вал: Кованый вал из легированной стали (40Cr) диаметром 50–200 мм, соединяющий диск ротора и двигатель. Вал опирается на сферические роликовые подшипники с обоих концов, воспринимающие радиальные и осевые нагрузки.
Валы молотка: Изготовлен из стали 40Cr, диаметр немного больше, чем ушко молотка, что обеспечивает гибкость хода молотков.
2.3 Сборка ударной пластины
2.4 Система привода
2.5 Устройства безопасности и вспомогательные устройства
Система удаления пыли: Вентилятор и пылеуловитель, подключенные к дробильной камере, для снижения выбросов пыли, с эффективностью пылеулавливания ≥95%.
3. Процессы литья ключевых компонентов
3.1 Ударные молоты (высокохромистый чугун Cr15–20)
Сырье плавят в индукционной печи при температуре 1450–1500 °С с добавлением хрома и других легирующих элементов для достижения необходимого химического состава (C 2,8–3,5 %, Кр 15–20 %).
3.2 Диск ротора (литая сталь ЗГ310-570)
3.3 Главный вал (ковка 40Cr)
4. Процессы обработки
4.1 Обработка диска ротора
Прецизионная обработка: Шлифовка торцевой поверхности до плоскостности ≤0,1 мм/м и шероховатости поверхности Ра3,2 мкм. Сверление и развертывание отверстий под вал молотка для обеспечения точности размеров (допуск H7).
4.2 Обработка главного вала
Поворот: Токарный станок с ЧПУ обрабатывает наружную окружность, ступени и шпоночные пазы, оставляя припуск на шлифование 0,3–0,5 мм.
4.3 Обработка ударных пластин
Шлифование: Рабочая поверхность отшлифована до плоскостности ≤0,2 мм/м и шероховатости поверхности Ра6,3 мкм, с кромок сняты заусенцы для предотвращения застревания материала.
4.4 Обработка рамы
Фрезерование и сверление: Фрезерный станок с ЧПУ обрабатывает посадочные поверхности ударных пластин и подшипников, обеспечивая плоскостность ≤0,15 мм/м. Сверление и нарезание резьбы под болты (M16–M30) с допуском резьбы 6H.
5. Процессы контроля качества
6. Процесс установки
Благодаря строгим производственным процессам, контролю качества и стандартизированной установке ударные дробилки могут работать эффективно и стабильно, удовлетворяя потребности различных отраслей промышленности в дроблении среднетвердых и хрупких материалов.