Дробилка с двойной маятниковой щекой, характеризующаяся компактной конструкцией и эллиптической траекторией движения щеки (сочетание выдавливания и измельчения), обеспечивает на 15–30% большую эффективность, чем дробилка простого маятникового типа, подходит для материалов средней твердости (например, гранита, железной руды) со степенью дробления, позволяющей получать выходной материал крупностью 10–300 мм.
Его основные компоненты включают в себя раму (литую или сварную), неподвижные/подвижные щеки (с высокохромистыми или ЗГМн13 вкладышами), эксцентриковый вал (кованый 40Cr/42CrMo), распорную плиту (предохранительный элемент) и гидравлические системы регулировки. Производство включает в себя прецизионную ковку (степень ковки эксцентрикового вала ≥3), закалку вкладышей в воде и строгий контроль качества: ультразвуковой контроль исходного материала, зазор посадки подшипника (0,1–0,2 мм) и 4-часовое испытание под нагрузкой (соответствие размера частиц ≥90%).
Широко применяемое в качестве оборудования для вторичного и первичного дробления в горнодобывающей промышленности (металлические/неметаллические руды), производстве строительных материалов (переработанные заполнители) и инфраструктуре (материалы дорожного основания), оно отлично подходит для небольших и средних производственных линий (10–200 т/ч), требующих эффективного дробления средней и мелкой степени.
Подробное введение в двухмаятниковые щековые дробилки
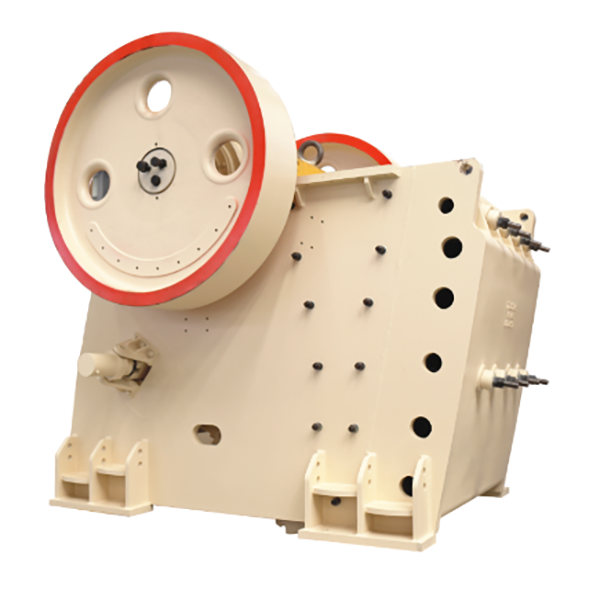
Дробилка с двумя маятниковыми щеками — один из наиболее распространённых типов. Её подвижная щека совершает одновременно колебательные движения вокруг вала подвески и вращательные движения с эксцентриковым валом, образуя сложную эллиптическую траекторию. Такая конструкция обладает такими преимуществами, как компактность, высокая эффективность дробления и низкое энергопотребление, что делает её пригодной для среднего и мелкого дробления материалов средней твёрдости.
I. Состав и структура
Дробилка с двойной маятниковой щекой отличается более компактной конструкцией по сравнению с дробилкой простого маятникового типа. Её основные компоненты и функции следующие:
1. Ключевые структурные компоненты
Рамка: служит опорной конструкцией, несущей все нагрузки во время дробления. Обычно изготавливается из серого чугуна (ХТ250) или сварных стальных конструкций (Q355B), доступна в цельном или модульном исполнении (для удобства транспортировки и монтажа).
Фиксированная челюсть: закрепленная на передней стенке рамы, ее поверхность оснащена неподвижной щековой плитой (изготовленной из износостойких материалов, таких как ЗГМн13 или высокохромистый чугун), образующей с подвижной щекой камеру дробления.
Движущаяся челюсть: подвижный элемент сердечника, соединённый с эксцентриковым валом через подшипники в верхней части и шарнирно соединённый с распорной плитой в нижней части. Его поверхность оснащена подвижной щекой (из того же материала, что и неподвижная). Подвижная щека движется по эллиптической траектории (небольшой ход вверху, большой ход внизу), сочетая выдавливание и измельчение.
Эксцентриковый вал: Выкован из стали 40Cr или 42CrMo (коэффициент ковки ≥3). Приводится в движение двигателем через шкив, являясь основным компонентом, приводящим в движение подвижную щеку. Маховики установлены на обоих концах для компенсации инерции и снижения вибрации.
Переключающая пластина: соединяет нижнюю часть подвижной челюсти с задней стенкой рамы, передавая дробящее усилие и выполняя функцию предохранительного устройства, разрушаясь при чрезмерных нагрузках (например, при работе с недробимыми материалами) для защиты критически важных компонентов. Обычно изготавливается из стали ZG35CrMo.
Устройство регулировки выпускного отверстия: Регулирует зазор между подвижной и неподвижной щеками внизу путем добавления/удаления прокладок или регулировочных клиньев, контролируя размер частиц на выходе (обычно 10–300 мм).
Система смазки: Включает смазочные ниппели или централизованные смазочные устройства на подшипниках эксцентрикового вала и подшипниках вала подвески, использующие смазку на основе кальция (рабочая температура ≤60 °C) для обеспечения износостойкости и отвода тепла от движущихся частей.
2. Конструктивные особенности
В отличие от простой маятниковой дробилки, двухмаятниковая щековая дробилка объединяет подвижную щеку и шатун в единое целое, что исключает необходимость в передней упорной распорной плите и сохраняет только одну распорную плиту, что упрощает конструкцию. Подвижная щека совершает колебания как вокруг эксцентрикового вала (также служащего валом подвески), так и вокруг точки опоры распорной плиты. Верхняя часть дробильной камеры имеет малый ход (что облегчает зажим материала), а нижняя — большой ход (повышает эффективность дробления), что повышает эффективность дробления на 15–30% по сравнению с простой маятниковой дробилкой.
II. Производственный процесс
Изготовление двухмаятниковых щековых дробилок требует строгого контроля точности обработки и эксплуатационных свойств материалов ключевых компонентов. Основные процессы следующие:
Изготовление рам
Литая рама: используется литьё в песчаные формы (серый чугун ХТ250) с температурой плавления 1400–1450 °C. После литья проводится старение (200–250 °C в течение 24 часов) для снятия внутренних напряжений. Детали, требующие особого внимания (например, гнёзда подшипников), подвергаются отжигу (600–650 °C) для достижения твёрдости в диапазоне HB180–220.
Сварная рама: стальные листы Q355B разрезаются, снимаются фаски и свариваются электродами E5015. После сварки проводится вибростарение или отжиг для снятия напряжений (550–600 °C) для предотвращения деформации. После сварки проводится неразрушающий контроль (УЗК, квалификация II уровня).
Изготовление эксцентрикового вала
Сырье: круглая сталь 40Cr подвергается ковке (свободной ковке) в заготовки со степенью уковки ≥3 (для измельчения зерна). После ковки производится нормализация (охлаждение на воздухе при 860–880°C) до достижения твёрдости HB200–230.
Обработка: черновая токарная обработка с последующей закалкой и отпуском (закалка в масле при 840–860 °C + отпуск при 580–600 °C) до твердости ХРК 28–32. Эксцентриковая секция и цапфа подвергаются чистовой обработке до допуска IT6 с шероховатостью поверхности Ра ≤1,6 мкм. Последующий контроль методом магнитопорошковой дефектоскопии (МПД) гарантирует отсутствие трещин.
Изготовление подвижных щек и вкладышей
Корпус подвижной щеки: изготовлен из сплава ZG35CrMo, после литья подвергается отжигу для снятия напряжений, а затем закалке и отпуску (ХРК 25–30) после черновой обработки. Детали, требующие особого внимания (например, отверстия под подшипники), растачиваются до допуска IT7 с зазором 0,1–0,2 мм относительно эксцентрикового вала.
Футеровка: используется высокомарганцовистая сталь марки ЗГМн13 (закаленная в воде: нагрев до 1050–1100 °C, выдержка и закалка в воде для получения аустенитной структуры с упрочняющими свойствами) или высокохромистый чугун (Cr15–20, HRC60–65, подходит для дробления крепких пород). Футеровка крепится к корпусу щеки болтами или клиньями с буферным зазором 1–2 мм.
Компоненты толкающей пластины и трансмиссии
Плита толкателя: изготовлена из стали ЗГ35 или QT500-7 и проходит отжиг для снятия напряжений после литья. Контактные поверхности на обоих концах фрезерованы до шероховатости Ра ≤6,3 мкм для обеспечения гибкого сочленения с подвижной губкой и рамой.
Шкив и маховик: отлиты из серого чугуна ХТ200, проходят статическую балансировку (эксцентриситет ≤0,05 мм/кг) для обеспечения стабильной работы.
III. Процессы контроля качества
Для обеспечения производительности и срока службы оборудования в процессе производства реализуются многочисленные меры контроля качества:
Инспекция сырья
Листовая, круглая сталь и другое сырье должны иметь сертификаты на материал (например, отчёты о химическом составе и механических свойствах). Отбор проб проводится для спектрального анализа (для подтверждения соответствия содержания элементов) и испытаний на растяжение (для проверки соответствия предела прочности на растяжение и предела текучести стандартам).
Отливки (корпусы, подвижные щеки и т.д.) проходят визуальный контроль (на отсутствие пор и усадки), ультразвуковой контроль (УЗК, внутренние дефекты ≤Φ3 мм) и контроль твердости (например, твердость ХТ250 ≥HB180).
Контроль точности обработки ключевых компонентов
Эксцентриковый вал: отклонение от круглости цапфы ≤0,01 мм, отклонение от соосности ≤0,02 мм/м, проверка с помощью координатно-измерительной машины.
Отверстие подшипника подвижной части: Зазор посадки с эксцентриковым валом проверяется с помощью щупов, чтобы убедиться, что он находится в пределах 0,1–0,2 мм; чрезмерный зазор приводит к шуму и износу.
Размеры камеры дробления: Отклонение от параллельности между неподвижной и подвижной щекой ≤0,5 мм/м (сверху и снизу), калибровка с помощью лазерного уровня для предотвращения неравномерного размера частиц на выходе.
Контроль качества сборки
Сборка подшипника: Для предотвращения деформации подшипника от сильных ударов используется термообработка (нагрев подшипников до 80–100 °C). После сборки эксцентриковый вал должен вращаться от руки без заеданий, с осевым перемещением ≤0,3 мм.
Соединение коленчатой пластины: контактные поверхности с подвижной челюстью и рамой покрываются смазкой, а зазор проверяется щупами, чтобы обеспечить равномерное распределение усилия ≤0,1 мм.
Испытания без нагрузки и под нагрузкой
Испытание без нагрузки: 2 часа работы с повышением температуры подшипника ≤40 °C (выше температуры окружающей среды), без аномальной вибрации (амплитуда ≤0,1 мм) и шумом ≤85 дБ.
Испытание под нагрузкой: 4-часовое дробление материалов средней твердости (например, известняка) с соответствием размера частиц на выходе ≥90% (на установленное разгрузочное отверстие), равномерный износ футеровки и отсутствие локального перегрева.
IV. Основные области применения на производственных линиях и в промышленности
1. Роль в производственных линиях
Дробилка с двойной маятниковой щекой в первую очередь выполняет функцию оборудование для вторичного дробления (переработка предварительно измельченных материалов) или как оборудование для первичного дробления на малых и средних производственных линиях. Основные функции включают:
Дальнейшее дробление предварительно измельченных материалов (например, 100–300 мм) до 20–100 мм, что обеспечивает получение качественного сырья для последующего конусного дробления или производства песка.
Используя сложную траекторию движения подвижной щеки для изгибания, сгибания и измельчения материалов, повышается эффективность дробления (на 15–30% выше, чем у простого маятникового типа), подходит для дробления материалов средней твердости (например, гранита, железной руды).
2. Отраслевые применения
Горнодобывающая промышленность: Используется для среднего и мелкого дробления металлических руд (железа, меди, золота) и неметаллических руд (известняка, кварцевого песка). Например, для дробления предварительно измельченной железной руды (200–300 мм) до фракции 50–100 мм для шаровой мельницы.
Промышленность строительных материалов: Дробление строительных отходов (бетонных блоков, кирпича) для получения вторичного заполнителя (5–30 мм); дробление известняка, гипса и т. д. для производства цемента и извести.
Строительство автомобильных и железных дорог: Дробление твердых пород (базальт, гранит) для получения щебня для дорожного основания (10–30 мм) с равномерным гранулометрическим составом.
Металлургическая промышленность: Дробление кокса, железной руды и другого сырья для получения качественных материалов для доменной плавки.
Химическая промышленность: Дробление фосфоритной руды, пирита и т. д. для переработки удобрений и химического сырья.
По сравнению с простой маятниковой щековой дробилкой, двухмаятниковая щековая дробилка более компактна и эффективна, что делает ее подходящей для производственных линий с ограниченным пространством и средней производительностью (10–200 т/ч) и является распространенным оборудованием на малых и средних дробильных объектах.