Подробное введение в вибрационные грохоты с проволочной сеткой
1. Обзор и функции виброситовых проволочных сеток
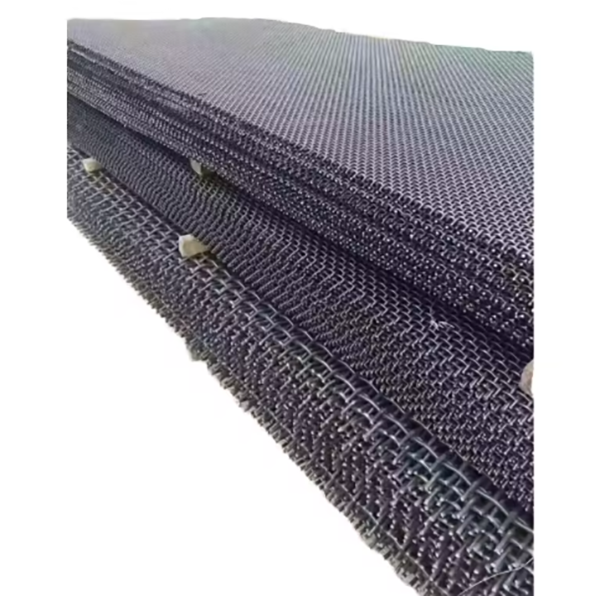
Вибросита. Сетка вибросита – важнейший компонент виброситового оборудования, используемого в основном для классификации, обезвоживания или обесшламливания сыпучих материалов (например, руды, щебня, угля и промышленных порошков) в горнодобывающей, строительной, металлургической и химической промышленности. Её основная функция – разделение материалов на фракции различных размеров за счёт вибрации сита: частицы размером меньше ячеек сетки проходят сквозь сито, а более крупные задерживаются и выгружаются.
Характеристики проволочной сетки напрямую влияют на эффективность просеивания (обычно 85–95%) и качество продукта. Она должна выдерживать высокочастотную вибрацию (800–3000 об/мин), удары материала и истирание, что требует таких свойств, как высокая прочность на разрыв, износостойкость и размерная стабильность.
2. Состав и структура проволочной сетки вибросита
Сетка вибросита состоит из нескольких основных компонентов, структура которых различается в зависимости от области применения (например, грубое просеивание, тонкое просеивание):
2.1 Основные компоненты
Пряди проволоки: основные строительные элементы, разделяемые на проволоку основы (продольную, параллельную потоку материала) и проволоку утка (поперечную, перпендикулярную потоку материала). Они изготавливаются из высокоуглеродистой стали (Q235, 65Mn), нержавеющей стали (304, 316) или специальных сплавов (например, высокохромистой стали для износостойкости). Диаметр проволоки варьируется от 0,2 мм (тонкое рассев) до 12 мм (грубое рассев).
Открытие сетки: Расстояние между соседними проволоками, определяющее размер разделения. Ячейки бывают квадратными, прямоугольными или шестиугольными, размером от 0,1 мм (микропросеивание) до 100 мм (грубое просеивание). Квадратные ячейки наиболее распространены для равномерной классификации.
2.2 Структурные типы
Перфорированная пластинчатая сетка: Изготовлены путем пробивки отверстий в стальных пластинах (толщиной 1–8 мм), подходят для абразивных материалов (например, гранита) благодаря высокой ударопрочности.
3. Процессы изготовления проволочной сетки для вибросит
3.1 Производство тканой проволочной сетки
3.2 Производство сварной сетки
Выравнивание сетки: Основа и уток располагаются в виде сетки с помощью позиционирующих приспособлений, что обеспечивает допуск на размер отверстий (±0,1 мм для мелкой сетки, ±0,5 мм для крупной сетки).
Контактная сварка: Каждое пересечение сваривается электродами с параметрами: напряжение 2–5 В, сила тока 10–50 кА, время сварки 0,01–0,1 секунды. Это позволяет получить прочные, жёсткие соединения, устойчивые к вибрации.
3.3 Изготовление перфорированной пластинчатой сетки
Штамповка: Отверстия пробиваются на пробивных прессах с ЧПУ, с использованием штампов, соответствующих желаемой форме/размеру проёма. Усилие пробивки варьируется от 100 до 500 кН в зависимости от толщины листа и размера отверстия.
4. Процессы обработки и отделки
Полировка: Сетка из нержавеющей стали полируется до шероховатости поверхности Ра0,8–1,6 мкм, что снижает адгезию материала.
5. Процессы контроля качества
Измерение размера отверстия с помощью штангенциркулей или оптических компараторов, гарантирующее соответствие спецификациям (например, отверстие 10 мм с допуском ±0,2 мм).
6. Процесс установки
Герметизация и тестирование: Зазоры между сетчатыми панелями и рамой герметизируются пенополиуретаном или резиновыми полосками. Проводится испытательный запуск (30 минут) для проверки наличия шума, вызванного вибрацией, смещения сетки или утечки материала.
Сетчатое вибросито из проволоки благодаря точному изготовлению, строгому контролю качества и правильной установке обеспечивает эффективную и надежную классификацию материала, что делает его незаменимым в линиях по переработке сыпучих материалов.