Подробное описание пружинного компонента конусной дробилки
1. Функция и роль пружины
Пружина конусной дробилки (также называемая предохранительной пружиной или пружиной сжатия) — это важный элемент безопасности и амортизации, устанавливаемый вокруг верхней рамы или между регулировочным кольцом и основанием. Её основные функции включают:
Защита от перегрузки: Поглощение энергии удара при попадании посторонних предметов (например, металлической стружки) в камеру дробления, сжатие для временного разделения подвижного и неподвижного конусов, предотвращение повреждения главного вала, шестерен и вкладышей.
Учитывая ее роль в поглощении динамической нагрузки, пружина должна обладать высокой усталостной прочностью, пределом упругости и коррозионной стойкостью, обычно работая под предварительной нагрузкой, составляющей 50–80% от ее предельной прочности на сжатие.
2. Состав и строение источника
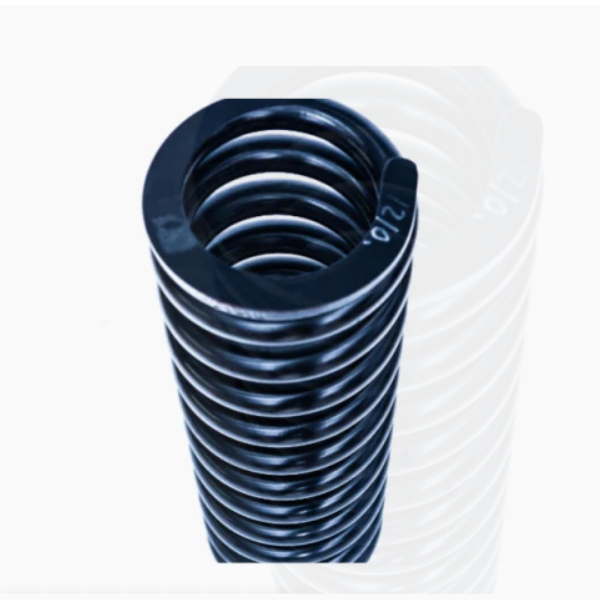
Пружины конусных дробилок обычно представляют собой винтовые пружины сжатия с прочной конструкцией, состоящей из следующих основных компонентов и конструктивных деталей:
Пружинная спираль: Основной корпус, изготовленный из высокоуглеродистой пружинной стали (например, 60Si2MnA или 50CrVA) диаметром от 20 до 80 мм. Катушка имеет равномерную спиральную структуру с заданным количеством активных витков (обычно 5–15) и концевых витков (1–2) для стабильной фиксации.
Торцевые поверхности: Верхний и нижний концы витков, которые могут быть отшлифованы до плоского состояния (для пружин с параллельными концами) или иметь квадратную форму (для нешлифованных концов), что обеспечивает перпендикулярность к оси пружины и равномерное распределение нагрузки.
Диаметр пружины: Включая наружный диаметр (ОД, 150–500 мм) и внутренний диаметр (ИДЕНТИФИКАТОР) с шагом (расстоянием между соседними витками) 20–100 мм, чтобы обеспечить достаточный ход сжатия (обычно 10–30 % от свободной длины).
Покрытие поверхности: Защитный слой, такой как цинковое покрытие, эпоксидное покрытие или масляная пропитка, для защиты от коррозии, особенно во влажных или пыльных условиях горнодобывающей промышленности.
Конструкция пружины характеризуется ее жесткостью (коэффициентом упругости), рассчитанной на обеспечение требуемой реакции силы-перемещения — обычно 50–200 кН/мм для крупных конусных дробилок.
3. Процесс изготовления пружины (формовка проволоки, без литья)
В отличие от металлических деталей, пружины не отливаются, а изготавливаются методом формовки проволоки и термической обработки. Основные этапы:
Выбор и подготовка материалов:
Проволока из высокоуглеродистой пружинной стали (60Si2MnA) выбрана благодаря её высоким пределам упругости (≥1200 МПа) и усталостной прочности. Проволока проверяется на наличие поверхностных дефектов (царапин, трещин) и выпрямляется для обеспечения равномерного диаметра (допуск ±0,1 мм).
Закалка и отпуск: Витую пружину нагревают в печи до 850–880 °C, выдерживают в течение 30–60 минут, затем закаливают в масле для получения мартенситной структуры. Затем проводят отпуск при 420–480 °C в течение 1–2 часов для снижения хрупкости, что обеспечивает твёрдость ХРК 45–50 и предел прочности на разрыв 1600–1900 МПа.
Концы витков отшлифованы плоскошлифовальным станком для достижения параллельности (≤0,1 мм/м) и перпендикулярности к оси пружины (≤0,5°), что обеспечивает надежную посадку на верхней раме и основании.
4. Процесс изготовления пружинных узлов (большие многопружинные системы)
В некоторых дробилках используется несколько меньших пружин, расположенных по кругу. Их сборка включает в себя:
Установка монтажной пластины:
Настройка предварительной нагрузки:
5. Процессы контроля качества
Анализ химического состава (спектрометрия) подтверждает, что пружинная сталь соответствует стандартам (например, 60Si2MnA: C 0,56–0,64%, Си 1,50–2,00%, Мн 0,60–0,90%).
Проверка точности размеров:
Координатно-измерительная машина (КИМ) проверяет диаметр катушки, шаг, свободную длину и плоскостность концов, обеспечивая соответствие проектным допускам.
Испытание механических свойств:
Неразрушающий контроль (НК):
Магнитопорошковая дефектоскопия (МПД) позволяет обнаружить поверхностные трещины в катушках, особенно в местах изгиба катушек (точки концентрации напряжений), при этом любая трещина длиной менее 0,2 мм приводит к отбраковке изделия.
Испытание на коррозионную стойкость:
Благодаря этим процессам пружина конусной дробилки обеспечивает надежную защиту от перегрузок и гашение вибраций, гарантируя, что дробилка сможет справиться с неожиданными посторонними предметами и поддерживать стабильную работу в суровых условиях горнодобывающей промышленности.