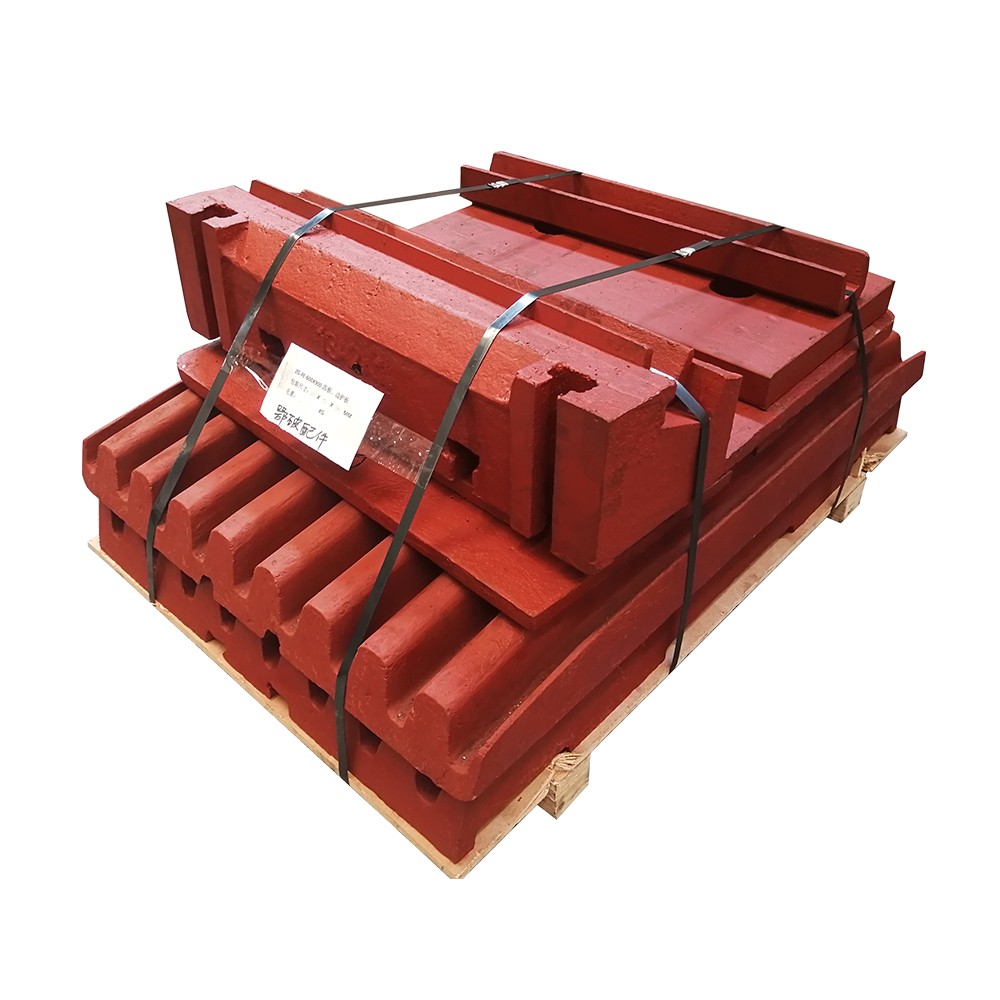
Неподвижная щека – это стационарный износостойкий компонент, образующий одну из сторон камеры дробления щековых дробилок. Устанавливается напротив подвижной щеки в передней части рамы и служит неподвижной рабочей поверхностью для дробления материала. В процессе работы неподвижная щека остается неподвижной, взаимодействуя с возвратно-поступательной подвижной щекой, образуя периодически открывающееся и закрывающееся дробящее пространство, измельчая материал до требуемого размера посредством экструзии и раскалывания. Её структурная стабильность и износостойкость напрямую влияют на эффективность дробления, однородность размера готового продукта и эксплуатационные расходы оборудования.
Конструкция неподвижной щеки обеспечивает сочетание износостойкости, простоты монтажа и соответствия станине. Её основные компоненты и конструктивные особенности следующие:
Основная часть
Толстостенная конструкция толщиной обычно 50–150 мм для малых и средних дробилок и 200–300 мм для крупных машин. Она изготавливается преимущественно из высокомарганцовистой стали (ЗГМн13) для условий высокой ударной нагрузки, а высокохромистый чугун (Cr26–30) может использоваться для условий низкой ударной нагрузки. Передняя поверхность служит в качестве дробящей поверхности, а задняя – опорной поверхностью для рамы. Общая форма может быть прямой (дддхххх) или изогнутой (дддхххх) (изогнутые формы оптимизируют профиль камеры дробления, уменьшая застревание материала).
Зубчатая рабочая поверхность
Поверхность, контактирующая с материалом, образована регулярно расположенными зубьями, обычно треугольными или трапециевидными, высотой 8–30 мм (в зависимости от твёрдости материала) и шагом зубьев 20–60 мм, с углами при вершине зубьев 60°–90°. Зубья часто расположены симметрично или смещены по вертикали. Симметричная конструкция позволяет менять направление вращения после износа одного из концов, продлевая срок службы более чем на 50%. Расположение зубьев улучшает захват материала, предотвращая проскальзывание и повышая эффективность дробления.
Монтажная конструкция
Неподвижная щека крепится к раме с помощью болтов или клиновых блоков, поэтому задняя поверхность включает в себя:
Отверстия под болты/зенковки: Равномерно распределены по всей длине пластины, с диаметрами на 1–2 мм больше, чем болты, что позволяет точно регулировать положение во время установки.
Определение местоположения втулок/выступов: Соединяются с пазами на раме, чтобы ограничить боковое смещение, обеспечивая точность позиционирования относительно пластины поворотной челюсти.
Пазы для снижения веса (большие пластины): Прямоугольные или круглые прорези в ненесущих областях уменьшают вес, не снижая прочность конструкции.
Укрепление краев
Верхняя и нижняя кромки обычно толще (на 5–10 мм толще средней части) для повышения ударопрочности и предотвращения сколов кромок при боковом ударе материала. Некоторые плиты с неподвижной щекой оснащены защитным кожухом разгрузочного отверстия в нижней части, который направляет дробленый материал и обеспечивает плавную выгрузку.
Неподвижная щека выдерживает сильные удары и трение, поэтому требуются методы литья, обеспечивающие однородность материала и ударную вязкость. Процесс заключается в следующем:
Подготовка формы
Используется литьё в песчаные формы из смолы (пластины малого и среднего размера) или в песчаные формы из силиката натрия (пластины большого размера). Деревянные или пенопластовые модели изготавливаются по трёхмерным чертежам, точно воспроизводя зубья, отверстия для болтов и посадочные поверхности, с припуском на обработку 5–8 мм (усадка стали с высоким содержанием марганца составляет около 2%).
Для обеспечения точности вершин и ножек зубьев (отклонение высоты зуба ≤ 0,5 мм) в зубчатых зонах используются разъемные песчаные стержни дддхххд или цельнолитые литьевые формы дддхххд. Опорные поверхности форм обработаны таким образом, чтобы обеспечить погрешность плоскостности отливки ≤ 2 мм/м.
Плавка и заливка
Выплавка стали с высоким содержанием марганца: чугун с низким содержанием фосфора (P ≤ 0,07%) и серы (S ≤ 0,05%) и стальной лом плавятся в печи средней частоты при температуре 1500–1550 °C. Химический состав контролируется (C: 1,0–1,4%, Мн: 11–14%, Си: 0,3–0,8%) для обеспечения соотношения Мн/C ≥ 10 (критического для аустенитной структуры).
Раскисление: Для окончательного раскисления добавляют ферросилиций (0,5–1,0%) и алюминиевые блоки (0,1–0,2%), снижая содержание кислорода до ≤ 0,005% для предотвращения пористости.
Заливка: используется система заливки снизу при температуре 1400–1450 °C. Крупногабаритные плиты с фиксированной щекой заливаются в 2–3 этапа (с интервалом 30–60 секунд для предотвращения холодных зазоров) общей продолжительностью 3–10 минут в зависимости от веса, обеспечивая полное заполнение.
Вытеснение и отжиг раствора
Отливка выбивается после охлаждения до температуры ниже 200 °C. Приливы удаляются газопламенной резкой, а следы от литников шлифуются заподлицо. Поверхностный песок и облой очищаются.
Отжиг на твердый раствор (критическая стадия): отливку медленно нагревают до 1050–1100 °C (скорость нагрева ≤ 100 °C/ч для предотвращения растрескивания) и выдерживают в течение 2–4 часов (для полного растворения карбидов в аустените). Затем отливку быстро охлаждают водой (температура воды ≤ 30 °C, скорость охлаждения ≥ 50 °C/с) до формирования единой аустенитной структуры с твёрдостью ≤ 230 HBW и энергией удара ≥ 180 Дж (-40 °C).
Механическая обработка обеспечивает точность рабочих поверхностей и точность посадки, предотвращая неравномерность зазоров в камере дробления из-за отклонений размеров. Процесс заключается в следующем:
Черновая обработка
Используя литой посадочный участок в качестве эталона, рабочая поверхность (без зубцов) подвергается черновому фрезерованию на портальном фрезерном станке с припуском на чистовую обработку 2–3 мм. Отклонение от плоскостности контролируется на уровне ≤ 1 мм/м, а параллельность посадочной поверхности – на уровне ≤ 0,5 мм/м.
Отверстия под болты сверлятся на сверлильном станке согласно чертежным спецификациям с допуском диаметра ± 0,5 мм и глубиной на 2–3 мм больше длины болта для обеспечения полного зацепления резьбы.
Обработка зубов
Для обработки зубьев на портальном фрезерном станке с ЧПУ используется специальная фреза, обеспечивающая допуск по высоте и шагу зубьев ± 0,5 мм и шероховатость поверхности Ра ≤ 6,3 мкм. Для симметричных зубьев отклонение симметрии ≤ 0,3 мм (для обеспечения реверса).
Филирование корней зуба: радиусная фреза обрезает корни (R = 2–5 мм), чтобы избежать концентрации напряжений и перелома корня зуба.
Монтажная отделка поверхности
Поверхность крепления обработана чистовым фрезерованием до Ра ≤ 12,5 мкм, плоскостности ≤ 0,5 мм/м и перпендикулярности к рабочей поверхности ≤ 0,1 мм/100 мм (проверяется циферблатным индикатором).
Установочные выступы фрезеруются для сопряжения с рамой с допуском по ширине ± 0,2 мм и допуском по глубине ± 0,1 мм, обеспечивая ≥ 85% контакта с рамой (зазор ≤ 0,1 мм по щупу).
Обработка поверхности
Заусенцы, образовавшиеся в результате механической обработки, удаляются. Нерабочие поверхности подвергаются пескоструйной обработке (шероховатость Ра = 25–50 мкм) для улучшения трения с рамой. Для улучшения герметизации на монтажную поверхность может быть нанесен износостойкий клей (например, эпоксидная смола).
Контроль эксплуатационных свойств материалов
Проверка химического состава: спектрометр прямого считывания анализирует C, Мн и т. д., обеспечивая соответствие стандартам ЗГМн13 (Мн: 11–14%, C: 1,0–1,4%).
Испытание механических свойств: Образцы подвергаются испытаниям на удар (низкотемпературная ударная энергия -40 °C ≥ 120 Дж) и измерению твердости (≤ 230 HBW после отжига в твердом растворе).
Металлографический контроль: Микроструктурный анализ подтверждает наличие одной аустенитной фазы (отсутствие сетчатых карбидов, снижающих вязкость).
Контроль качества литья
Визуальный контроль дефектов: 100% визуальный контроль исключает трещины, усадочные раковины и дефекты. Магнитопорошковая дефектоскопия (МТ) зубьев гарантирует отсутствие поверхностных трещин и холодных соединений.
Внутренний контроль качества: Ультразвуковой контроль (УЗК) на больших пластинах не допускает наличия пор размером ≥ φ3 мм или включений в критических областях (корни зубов, отверстия для болтов).
Контроль точности обработки
Контроль допусков размеров: соответствие профиля зубьев проверяется шаблонами. Координатно-измерительная машина проверяет допуски положения болтовых отверстий (± 0,2 мм).
Контроль геометрических допусков: лазерный уровень проверяет плоскостность рабочей поверхности. Угольник проверяет перпендикулярность монтажной и рабочей поверхностей.
Проверка сборки
Пробная установка: неподвижная зажимная пластина монтируется на раме для проверки герметичности (предварительная нагрузка болта соответствует спецификациям), отсутствие люфта при ручном встряхивании.
Испытание на раздавливание: 8-часовое дробление стандартных материалов (например, гранита) при номинальной нагрузке позволяет проверить износ зубьев (≤ 0,5 мм), отсутствие трещин/деформаций и отклонение размера продукта ≤ 5%.
Благодаря этим процессам неподвижная щека сохраняет износостойкость при высоких ударных нагрузках, обеспечивая срок службы от 4 до 8 месяцев (с поправкой на твёрдость материала). Регулярные проверки износа зубьев и своевременная перестановка/замена обеспечивают стабильную эффективность дробления.
1. Тип зубной пластины
Поперечный профиль зубьев щековой дробилки бывает двух видов: гладкий и решётчатый. Последний подразделяется на треугольный и трапециевидный. Для обеспечения заданных размеров и формы продукта обычно используют треугольные или трапециевидные зубья.

2. Материал зубной пластины
Зубчатые пластины, используемые в существующих щековых дробилках, обычно изготавливаются из марганцевой стали марки 13ZGMn13, которая характеризуется поверхностной закалкой под ударной нагрузкой. Марганцевая сталь марки 13ZGMn13 способна образовывать твёрдую и износостойкую поверхность, сохраняя при этом исходный металл внутреннего слоя. Благодаря высокой прочности этот материал является одним из видов износостойких материалов, широко используемых в дробилках.
3. План модификации зубной пластины
При трансформации рабочими органами дробилки являются неподвижная и подвижная зубчатые пластины. Подвижная зубчатая пластина закреплена на подвижной щеке, а её основные изнашиваемые части сосредоточены в средней части. При трансформации подвижная зубчатая пластина не подвергалась модификации, в основном, неподвижная зубчатая пластина. После модификации неподвижной зубчатой пластины, поскольку неподвижная зубчатая пластина соединена с корпусом рамы, вес неподвижной зубчатой пластины увеличивается, что не оказывает негативного влияния на работу всей дробилки.
4. Срок службы зубной пластины
Зубчатая пластина испытывает большие ударные и сжимающие нагрузки, поэтому она сильно изнашивается. Для продления срока её службы можно рассмотреть два аспекта: во-первых, найти материалы с высокой износостойкостью; во-вторых, обоснованно определить конструктивное исполнение и геометрические размеры зубчатой пластины.