В этой статье описываются подшипниковые узлы шаровых мельниц, которые воспринимают радиальные и осевые нагрузки, обеспечивают устойчивость вала и изготовлены из таких материалов, как ХТ300, QT450-10 или Q355B. В статье рассматриваются производственные процессы литых (формовка, заливка, старение, механическая обработка) и сварных (вырубка, сварка, механическая обработка) подшипников, а также комплексный контроль (сырья, заготовок, промежуточных изделий, готовой продукции) для обеспечения точности размеров, прочности и надежности, отвечающих требованиям непрерывной эксплуатации при высоких нагрузках.
Подробное введение в подшипниковые узлы шаровых мельниц и процессы их производства и контроля
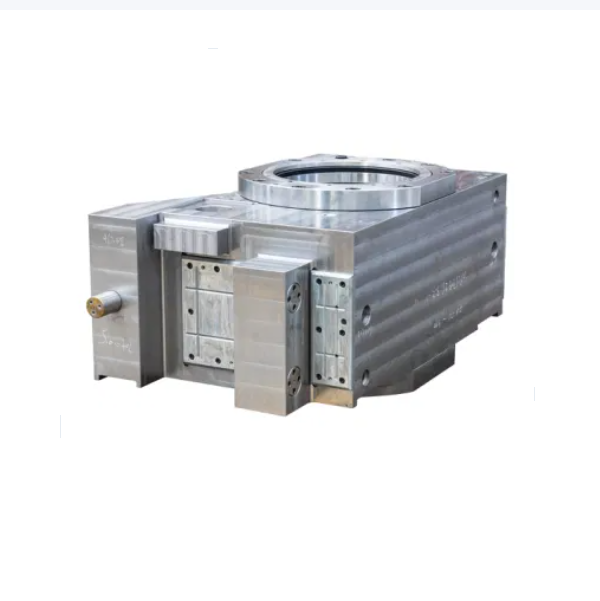
I. Обзор и конструктивные особенности подшипниковых узлов шаровых мельниц
Подшипниковый узел шаровой мельницы является основным компонентом, поддерживающим вращение барабана мельницы. Его основная функция — зафиксировать подшипник, выдерживать радиальные и осевые нагрузки от цилиндра и внутренних материалов, а также обеспечивать стабильное вращение системы вала (полый вал). Его производительность напрямую влияет на точность работы, стабильность и срок службы шаровой мельницы.
Основные функции:
Несущая: выдерживает общий вес цилиндра, мелющих тел и материалов (до десятков или сотен тонн) и поглощает ударные нагрузки при вращении;
Позиционирование: обеспечивает соосность и точность вращения полого вала за счет взаимодействия с подшипником;
Уплотнение и смазка: объединены смазочные каналы и уплотнительные конструкции для обеспечения смазки подшипников и предотвращения попадания пыли и охлаждающей жидкости.
Конструктивные особенности:
Материал: Шаровые мельницы малого и среднего размера обычно используют серый чугун (ХТ300) (отличные литейные свойства и амортизация); крупные или тяжелонагруженные заводы используют ковкий чугун (QT450-10) или сварная конструкционная сталь (Q355B) (более высокая прочность).
Типы конструкции: цельные (малого и среднего размера) и разъёмные (крупного размера, для удобства монтажа и обслуживания). Обычно они включают в себя монтажные отверстия для подшипников (с натягом, с наружными кольцами подшипников), центрирующие втулки, отверстия для болтов, отверстия для смазки и ребра охлаждения.
II. Процесс изготовления подшипниковых узлов для шаровых мельниц
В зависимости от материалов производственные процессы делятся на: литье (для чугунных подшипниковых корпусов) и сварка (для стальных подшипниковых узлов), с основными процедурами, как следует:
(A) Литые подшипниковые блоки (например, ХТ300)
Проектирование пресс-форм и изготовление стержней
Песчаные формы (деревянные или из смолы) изготавливаются по 3D-моделям с припуском на обработку 3–5 мм. Подступенки проектируются таким образом, чтобы избежать усадочных раковин.
Для изготовления критических зон (например, отверстий под подшипники) используется метод холодного формования стержней, что обеспечивает точность размеров.
Плавка и заливка
Контроль состава расплавленного чугуна: C 3,2-3,6%, Си 1,8-2,2%, Мн 0,8-1,2%, S≤0,12%, P≤0,15%;
Заливка при температуре 1380-1450℃ с использованием ступенчатой заливки для снижения концентрации напряжений и обеспечения плотности литья.
Лечение старения
Отливки подвергаются естественному старению в течение 2–4 недель (или искусственному старению: 200–250 °C в течение 8 ч) для устранения литейных напряжений и предотвращения последующей деформации при механической обработке.
Черновая обработка
На токарных или расточных станках с ЧПУ обрабатывают отверстия подшипников (с припуском на чистовую обработку 2–3 мм), торцевые поверхности и установочные выступы, обеспечивая плоскостность базовых поверхностей ≤0,1 мм/100 мм.
Полуфабрикатная обработка и вторичное старение
Закончить обтачивание наружных окружностей и торцов, оставив припуск на шлифование 1–1,5 мм;
Вторичное старение (180-220℃ в течение 4 часов) для дальнейшей стабилизации размеров.
Чистовая обработка
Расточные станки с ЧПУ выполняют чистовую расточку отверстий подшипников: класс точности IT6, шероховатость поверхности Ра≤1,6мкм, круглость ≤0,01мм, цилиндричность ≤0,015мм/100мм;
Плоскошлифовальные станки обрабатывают торцы установочных буртиков: плоскостность ≤0,03 мм/100 мм, перпендикулярность к оси отверстия подшипника ≤0,02 мм/100 мм;
Сверление и нарезание резьбы в отверстиях для смазки и соединительных отверстиях: точность резьбы 6Н, допуск положения отверстия ±0,1 мм.
(B) Сварные подшипниковые блоки (например, Q355B)
Вырубка и формовка
Резка на станке с ЧПУ для вырубки (толщина листа ≥20 мм). Отверстия под подшипники соединены фланцами из кованой стали (сталь 20#) для повышения несущей способности.
Процесс сварки
Способ сварки: дуговая сварка под флюсом или дуговая сварка плавящимся электродом в защитном газе, с V-образными разделками кромок (угол 60°);
Последовательность сварки: сначала свариваются участки с низким напряжением, затем основные швы, послойной сваркой (толщина каждого слоя ≤5 мм). После сварки производится проковка для снятия напряжений;
Обработка после сварки: отжиг для снятия напряжений при температуре 300 ℃ в течение 6 часов для устранения сварочных напряжений (предотвращения образования трещин).
Обработка
Подвергается тем же этапам грубой обработки, вторичного старения и чистовой обработки, что и литые подшипниковые блоки, но сварные поверхности необходимо сначала отфрезеровать до плоского состояния (шероховатость поверхности Ра≤12,5 мкм).
III. Процесс проверки подшипниковых узлов шаровых мельниц
Инспекция охватывает весь производственный процесс для обеспечения точности размеров, механических свойств и эксплуатационной надежности:
(A) Проверка сырья и заготовок
Проверка материалов:
Чугунные детали: спектральный анализ для проверки химического состава (например, содержания C и Си в ХТ300) и испытание на растяжение для проверки предела прочности на растяжение ≥300 МПа;
Сварные детали: проверка сертификатов стальных листов; кованые фланцы проходят ультразвуковой контроль (в соответствии с Дж. Б./T 5000.15, класс II).
Проверка дефектов заготовок:
Литые детали: контроль МТ (отсутствие поверхностных трещин и усадки), особое внимание уделяется отверстиям подшипников (отсутствие пор ≥φ3 мм);
Сварные детали: 100% ультразвуковой контроль сварных швов (отсутствие непровара и шлаковых включений) и магнитно-резонансный контроль (отсутствие поверхностных трещин).
(B) Внутрипроизводственный контроль (ключевые узлы)
После черновой обработки:
Проверьте диаметр отверстия подшипника (равномерный допуск) и диаметр втулки (допуск ±0,5 мм) с помощью штангенциркуля или КИМ.
После термической обработки:
Испытание на твердость: твердомер по Бринеллю для чугуна (180-240HBW) и отожженных сварных деталей (≤220HBW).
После окончательной обработки:
Точность размеров: КИМ измеряет диаметр отверстия подшипника (допуск IT6), круглость (≤0,008 мм) и цилиндричность (≤0,01 мм/100 мм);
Геометрический допуск: циферблатный индикатор проверяет перпендикулярность торца втулки к оси отверстия подшипника (≤0,02 мм/100 мм);
Качество поверхности: Профилометр проверяет шероховатость отверстия подшипника (Ра≤1,6 мкм); визуальный осмотр на отсутствие царапин и заусенцев.
(C) Окончательная проверка продукции
Проверка совместимости сборки:
Посадка подшипника в отверстие: щуп проверяет натяг (обычно 0,01–0,03 мм для обеспечения стабильности наружного кольца подшипника);
Положение болтового отверстия: Калибратор проверяет соосность соединительных отверстий с установочным выступом (≤0,1 мм).
Проверка давления и герметичности:
Испытание под давлением в смазочном отверстии: сжатый воздух 0,5 МПа в течение 30 с, с проверкой мыльного раствора на предмет отсутствия утечек;
Общая герметизация: имитация сборки подшипника, заполнение маслом (до 1/2 отверстия подшипника), вращение в течение 10 минут и проверка на предмет отсутствия утечек.
Осмотр внешнего вида:
Поверхностная окраска (грунт + финишное покрытие, общая толщина 60-80 мкм) без потеков и отслоений; четкая маркировка (модель, материал).
IV. Резюме
Производство подшипниковых узлов шаровых мельниц требует баланса прочности и точности. В процессах литья приоритет отдаётся амортизации, а в процессах сварки – высокой грузоподъёмности. Строгий контроль (особенно точности размеров и контроля дефектов) критически важен для обеспечения несущей способности и срока службы. На практике параметры процесса корректируются в соответствии с техническими требованиями мельницы (например, толщина стенок отверстий подшипников ≥50 мм для мельниц ≥φ3m) для удовлетворения требований к тяжёлой непрерывной эксплуатации.