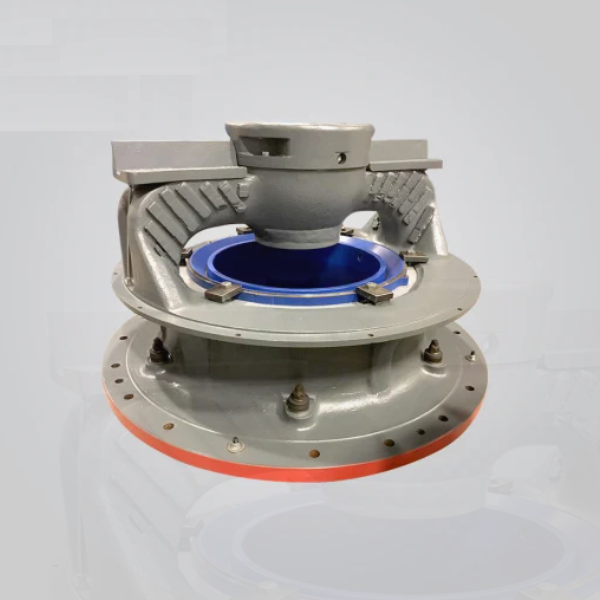
В данной статье подробно рассматривается верхняя рама конусной дробилки – основной конструктивный элемент, расположенный в верхней части дробилки и поддерживающий такие ключевые узлы, как неподвижный конус, регулировочное кольцо и загрузочный бункер. Её основные функции включают в себя: опору конструкции (выдерживание и передачу нагрузок массой до сотен тонн), формирование камеры дробления (взаимодействие с подвижным конусом), обеспечение соосности компонентов и защиту внутренних деталей.
Верхняя рама, представляющая собой большую полую цилиндрическую или коническую отливку, состоит из таких компонентов, как корпус рамы (изготовлен из высокопрочной литой стали ЗГ310–570 или ковкого чугуна QT600–3), неподвижная монтажная поверхность конуса, направляющее кольцо регулировочного типа, фланцевые соединения (верхний и нижний фланцы), ребра жесткости, смазочные и смотровые отверстия, а также дополнительная рубашка охлаждения, каждый из которых имеет определенные конструктивные особенности.
Процесс литья верхней рамы включает выбор материала, изготовление модели (с усадкой и углами уклона), формовку (в песчано-глинистые формы или песчано-связующие), плавку и заливку (с контролируемыми температурами и скоростями течения), охлаждение и выбивку, а также термическую обработку (нормализацию и отпуск для стального литья, отжиг для высокопрочного чугуна). Технологический процесс изготовления включает черновую, промежуточную и чистовую механическую обработку (фланцев, внутреннего конуса и направляющего кольца регулировочного кольца), а также обработку поверхности.
Процессы контроля качества включают в себя проверку качества литья (ультразвуковой и магнитопорошковый контроль), проверку точности размеров (с использованием КИМ и лазерного трекера), испытания материалов (химический состав и твёрдость), испытания под нагрузкой и проверку соответствия сборки. Эти процессы гарантируют достаточную структурную целостность и точность размеров верхней рамы для обеспечения стабильной работы конусной дробилки в тяжёлых условиях эксплуатации.
Верхняя рама конусной дробилки (также известная как верхняя рама или верхняя оболочка) — это основной конструктивный элемент, расположенный в верхней части дробилки и служащий основной опорой для ключевых узлов, таких как неподвижный конус, регулировочное кольцо и загрузочная воронка. Её основные функции включают:
Структурная поддержка: выдерживание веса неподвижной конусной облицовки, регулировочного кольца и поступающего материала (до сотен тонн) с передачей этих нагрузок на нижнюю раму или фундамент.
Формирование камеры дробления: Работает совместно с подвижным конусом, образуя верхнюю часть камеры дробления, определяя начальное пространство для входа материала и направляя руду в зону дробления.
Выравнивание компонентов: Поддержание точного позиционирования неподвижного конуса и регулировочного кольца относительно подвижного конуса, что обеспечивает стабильное управление зазором дробления и равномерный размер частиц на выходе.
Защита: закрытие внутренних компонентов (например, эксцентрикового узла, шестерен) для защиты их от внешних ударов, пыли и повреждений окружающей среды.
Учитывая ее роль в выдерживании больших нагрузок и обеспечении устойчивости конструкции, верхняя рама должна обладать высокой жесткостью, ударопрочностью и точностью размеров.
2. Состав и конструкция верхней рамы
Верхняя рама представляет собой крупную полую цилиндрическую или коническую отливку со сложными внутренними и внешними элементами, состоящую из следующих основных компонентов:
Рама кузова: Основная конструктивная часть, обычно конической или ступенчатой цилиндрической формы, изготовленная из высокопрочной литой стали (например, ЗГ310–570) или ковкого чугуна (QT600–3) для крупногабаритных дробилок. Толщина стенок составляет от 50 до 150 мм, с утолщением в местах приложения нагрузки.
Фиксированная монтажная поверхность конуса: Внутренняя коническая поверхность, обработанная с высокой точностью (угол конусности 15°–30°), которая сопрягается с неподвижной конусной втулкой, оснащена отверстиями под болты или пазами типа «ласточкин хвост» для надежного крепления.
Направляющая регулировочного кольца: Внешняя цилиндрическая или резьбовая поверхность, взаимодействующая с регулировочным кольцом, что позволяет вращать неподвижный конус для изменения зазора дробления. Резьбовые направляющие используют трапецеидальную резьбу (метрическую или дюймовую) для плавного перемещения с сохранением нагрузки.
Фланцевые соединения:
Верхний фланец: Периферийный фланец на верхнем конце для крепления загрузочной воронки с равномерно расположенными отверстиями для болтов (M20–M36) и обработанной уплотнительной поверхностью для предотвращения утечки материала.
Нижний фланец: Нижний фланец, который соединяется с нижней рамой или основанием, оснащен прочными болтами (класса прочности 8.8 или 10.9) и установочными штифтами для выравнивания, обеспечивая концентричность с главным валом.
Ребра жесткости: Внутренние и внешние радиальные ребра (толщиной 10–30 мм), распределенные вдоль корпуса рамы, для повышения жесткости, уменьшая прогиб под нагрузкой (обычно ограниченный ≤0,5 мм при полной нагрузке).
Порты смазки и осмотра: Просверленные отверстия или литые каналы для подачи смазки к резьбе регулировочного кольца, а также порты доступа для визуального осмотра внутренних компонентов.
Рубашка охлаждения (опционально): Водоохлаждаемая полость в крупных дробилках для отвода тепла из дробильной камеры, с впускными и выпускными отверстиями, подключенными к системе охлаждения.
3. Процесс литья верхней рамы
Верхняя рама изготавливается почти исключительно методом литья в песчаные формы из-за ее больших размеров и сложной геометрии, с использованием следующих этапов:
Выбор материала:
Высокопрочная литая сталь (ЗГ310–570) предпочтительна благодаря своей высокой прочности на растяжение (≥570 МПа) и ударной вязкости (относительное удлинение ≥15%), что позволяет использовать её в условиях высоких нагрузок. Для рам среднего размера используется ковкий чугун (QT600–3) благодаря лучшей литейной способности и низкой стоимости.
Изготовление выкроек:
Из пенополиуретана или дерева изготавливается полноразмерная модель, повторяющая внешнюю форму рамы, её внутреннюю конусность, фланцы и рёбра жёсткости. В зависимости от материала добавляются припуски на усадку (1,5–2,5%) (для стали они больше), а также углы уклона (3–5°) для лёгкого извлечения формы.
Модель усилена внутренними опорами для предотвращения деформации во время формования.
Формование:
Изготавливается двухкомпонентная (верхняя и нижняя) песчаная форма или форма на смоляной связке, в которой для формирования внутренней полости и ребер используются крупные песчаные стержни. Поверхность формы покрывается огнеупорной смесью (глинозем-силикат) для улучшения качества поверхности и предотвращения проникновения металла в песок.
Плавка и заливка:
Для литой стали: сплав выплавляют в электродуговой печи при температуре 1520–1560 °C, при этом химический состав контролируют следующим образом: C 0,25–0,35%, Си 0,2–0,6% и Мн 0,8–1,2% для баланса прочности и вязкости.
Заливка производится из крупногабаритного ковша с донным механизмом заливки, обеспечивающим равномерный расход (50–100 кг/с) для заполнения полости формы без турбулентности, способной привести к образованию пор и холодных пробок. Температура заливки составляет 1480–1520 °C для стали и 1380–1420 °C для высокопрочного чугуна.
Охлаждение и вытряхивание:
Отливка охлаждается в форме в течение 72–120 часов для минимизации термических напряжений, после чего удаляется вибрацией. Остатки песка очищаются дробеструйной обработкой (стальная колотая дробь G18) до достижения шероховатости поверхности Ра50–100 мкм.
Термическая обработка:
Литые стальные рамы подвергаются нормализации (850–900 °С, охлаждение на воздухе) для измельчения зернистой структуры, а затем отпуску (600–650 °С) для снижения твердости до 180–230 HBW, что улучшает обрабатываемость резанием.
Каркасы из ковкого чугуна отжигают при температуре 850–900 °C (с охлаждением в печи) для устранения карбидов и снижения твердости до 190–270 HBW.
4. Процесс обработки и изготовления
Черновая обработка:
Литая рама устанавливается на крупногабаритный расточный станок с ЧПУ или портальный фрезерный станок для обработки верхней и нижней поверхностей фланцев, наружного диаметра и опорных поверхностей с припуском на чистовую обработку 5–10 мм. Это обеспечивает плоскостность (≤2 мм/м) для последующей обработки.
Внутренняя коническая поверхность (крепление неподвижного конуса) грубо обрабатывается на токарном станке с ЧПУ с осью приводного инструмента, что обеспечивает угол конусности в пределах ±0,5° от проектного.
Промежуточная термообработка:
Отжиг для снятия напряжений при температуре 600–650 °C (с воздушным охлаждением) проводится для снятия остаточных напряжений от черновой обработки и предотвращения деформаций при чистовой обработке.
Чистовая обработка:
Фланцы: Верхний и нижний фланцы обработаны на фрезерном станке с ЧПУ до плоскостности (≤0,1 мм/м) и перпендикулярности к оси рамы (≤0,05 мм/100 мм). Отверстия под болты сверлятся и нарезаются резьбой по классу точности 6H с точностью позиционирования (±0,2 мм) относительно центра рамы.
Внутренний конус: Монтажная поверхность фиксированного конуса обработана до шероховатости Ра3,2 мкм с допуском угла конусности (±0,1°) и допуском диаметра (±0,2 мм) для обеспечения надлежащей посадки на фиксированный конус.
Направляющая регулировочного кольца: Резьбовые поверхности (если применимо) обработаны с высокой точностью на резьбофрезерном станке с ЧПУ с допуском шага резьбы (±0,05 мм) и точностью профиля для обеспечения плавности регулировки.
Обработка поверхности:
Внешняя поверхность окрашена эпоксидной грунтовкой и полиуретановым верхним слоем (общая толщина 100–150 мкм) для защиты от коррозии на открытом воздухе или во влажной среде.
Обработанные сопрягаемые поверхности (фланцы, внутренние конусы) покрываются антикоррозийным маслом для предотвращения окисления при хранении и транспортировке.
5. Процессы контроля качества
Контроль качества литья:
Ультразвуковой контроль (УЗК) проводится на ответственных несущих зонах (фланцах, стыках ребер) для выявления внутренних дефектов (например, усадочные поры размером >φ5 мм отбраковываются).
Магнитопорошковая дефектоскопия (МПД) позволяет проверить поверхностные трещины на фланцах и резьбовых участках, при этом любые линейные дефекты размером менее 1 мм приводят к отбраковке.
Проверка точности размеров:
Координатно-измерительная машина (КИМ) с большим измерительным объемом проверяет основные размеры: общую высоту (±1 мм), плоскостность фланца, угол конусности и положение отверстий под болты.
Концентричность рамы (внешний диаметр относительно внутреннего конуса) измеряется с помощью лазерного трекера с допуском ≤0,1 мм/м.
Испытание материалов:
Анализ химического состава (спектрометрия) подтверждает соответствие материала стандартам (например, ЗГ310–570: C ≤0,37%, Мн ≤1,2%).
Испытание на твердость (по Бринеллю) гарантирует, что рама соответствует требованиям к твердости (180–230 HBW для стали, 190–270 HBW для ковкого чугуна).
Нагрузочное тестирование:
Испытание статической нагрузкой проводится путем приложения 120% номинальной нагрузки к верхнему фланцу в течение 24 часов, при этом не допускается видимая деформация (измеряемая с помощью циферблатных индикаторов).
Проверка пригодности сборки:
Рама собирается опытным путем с фиксированным конусом, регулировочным кольцом и загрузочной воронкой для проверки правильности выравнивания и посадки, при этом зазоры между сопрягаемыми поверхностями (≤0,1 мм) проверяются с помощью щупов.
Благодаря этим строгим процессам производства и контроля качества верхняя рама достигает структурной целостности и точности размеров, необходимых для поддержки важнейших компонентов дробилки, гарантируя стабильную и эффективную работу в тяжелых условиях дробления.